
In our daily lives and industrial production, capacitors are indispensable electronic components. They are extensively utilised in various circuit boards for functions including energy storage and release, filtering, and signal coupling. With the rapid evolution and widespread adoption of electronic technology products, discarded capacitors pose environmental hazards if not subjected to proper non-hazardous treatment. Should these harmful substances enter the environment, they constitute a serious threat to soil, water sources, and even human health.
Capacitors contain materials such as aluminium, copper, iron, paper, plastic, and rubber, all possessing significant recycling value. Resource recovery not only embodies the principles of a circular economy but also constitutes a crucial stage in waste capacitor management. To effectively recycle these discarded capacitors, a waste capacitor pyrolysis machine is required. Through pyrolysis carbonisation under high-temperature conditions, harmful substances are decomposed. Further carbonisation processing then extracts useful materials, ultimately achieving dual objectives of environmental protection and resource recovery.

Waste Capacitor Recycling Pyrolysis Machine
Capacitor pyrolysis carbonisation treatment first employs pyrolysis technology. Waste capacitors are heated in an oxygen-depleted or oxygen-poor environment, causing their organic constituents to decompose into smaller molecules and elements at high temperatures. This process effectively converts hazardous substances into safe materials, thereby reducing pollutants directly discharged into the environment. As temperatures continue to rise, the carbonisation stage commences. The solid residues from pyrolysis undergo further high-temperature treatment, converting into stable carbon compounds. This process not only mitigates the hazardous nature of residual materials but also facilitates resource recovery. It enables the separation and recovery of metallic substances such as copper and aluminium.
First, waste capacitors are conveyed via a transport mechanism into a continuous capacitor pyrolysis furnace. The furnace constitutes a near-hermetic chamber, establishing anaerobic conditions. Capacitors undergo pyrolysis and carbonisation within this heated environment. Fumes generated during pyrolysis traverse flue ducts and pass through a fume purification system. These fumes are subsequently reintroduced into the burner for combustion, thereby heating the main furnace. This achieves a continuous cycle of heating and carbonisation. During the initial carbonisation phase, plastics and rubber undergo pyrolytic carbonisation. Capacitor oil reaches a state of vaporisation. The combustible gases produced during pyrolysis achieve normal combustion. Upon completion of carbonisation and pyrolysis, pure aluminium and carbon powder are ultimately obtained. Screening machines and crushers are then employed. Magnetic separation isolates the aluminium and carbon powder, while magnetic separation removes iron from the mixed material.

Continuous Capacitor Pyrolysis Furnace
Resource Recovery: Metals within waste capacitors can be effectively recovered. Particularly during the carbonisation stage, separation of metals from other substances becomes significantly more efficient. This resource recycling opens up greater possibilities.
Efficient Energy Utilisation: Energy released during re-pyrolysis can be recovered and reused, enhancing overall process energy efficiency. The carbon material produced after pyrolysis and carbonisation possesses high commercial value and diverse applications.
Environmental Protection and Energy Conservation: The pyrolysis carbonisation process is environmentally sound. This technology significantly reduces emissions of toxic and hazardous substances during waste capacitor treatment, preventing contamination of soil, water sources, and air.
Following continuous pyrolysis carbonisation of waste capacitors, subsequent processes include crushing, grinding, gravity screening, and magnetic separation. The ground material undergoes high-precision separation of metals and scrap metals, achieving separation rates exceeding 98%. Aluminium, plastics, iron, and other components from waste capacitors are fully recycled. The entire production line features high automation and ease of maintenance, generating greater profit value through resource regeneration.
The URL for this article is: https://www.victorsmachine.com/knowledge/waste-capacitor-recycling-pyrolysis-machine/ Please credit the source when reposting. Thank you.
We know how to get energy from waste. Let’s build better future for everyone, together !
Victor Machinery is a manufacturer of machinery and equipment. The main products are: shredder, crusher, carbonization furnace equipment, mining equipment, recycling machinery, etc.
Our ever-evolving offering for mining and construction covers crushing, screening, breaking, demolition, and service solutions – designed to increase productivity and boost your bottom line.
 Double Shaft Shredder Machine
Double Shaft Shredder Machine Single Shaft Shredder Machine
Single Shaft Shredder Machine Four Shaft Shredder Machine
Four Shaft Shredder Machine Tyre Shredder Machine
Tyre Shredder Machine Metal Shredder Machine
Metal Shredder Machine Wood Shredder Machine
Wood Shredder Machine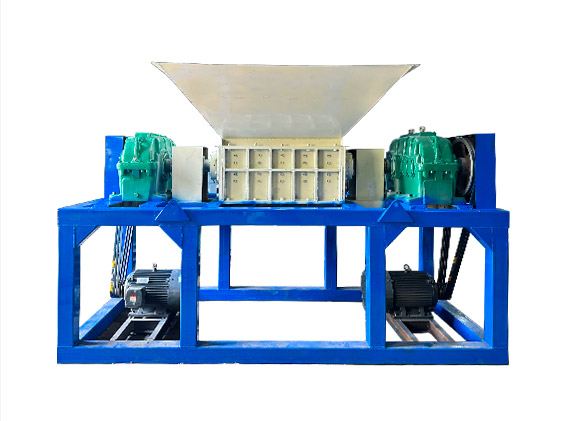 Plastic Shredder Machine
Plastic Shredder Machine UBC Aluminum Can Shredder Machine
UBC Aluminum Can Shredder Machine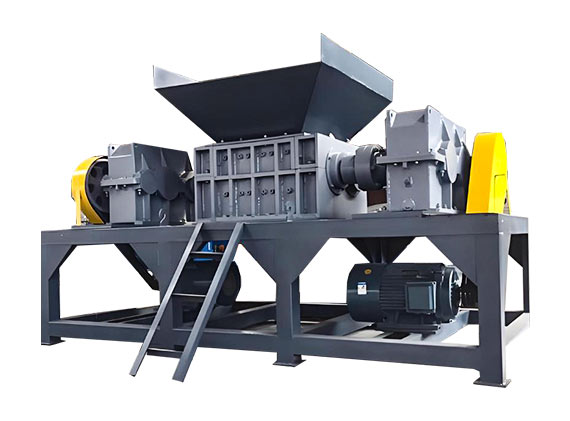 Lithium-ion Battery Shredder Machine
Lithium-ion Battery Shredder Machine Mini Small Jaw Crusher
Mini Small Jaw Crusher Jaw Crusher
Jaw Crusher Cone Crusher
Cone Crusher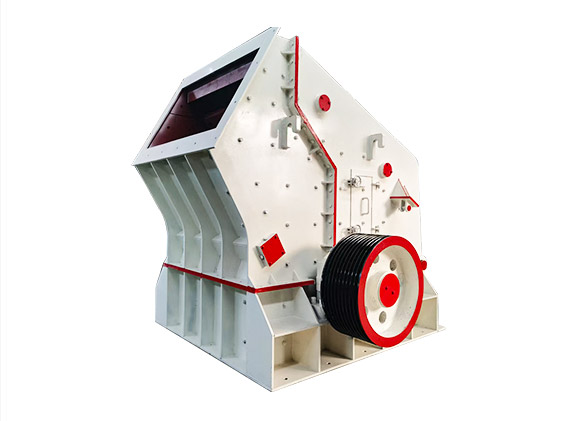 Impact Crusher
Impact Crusher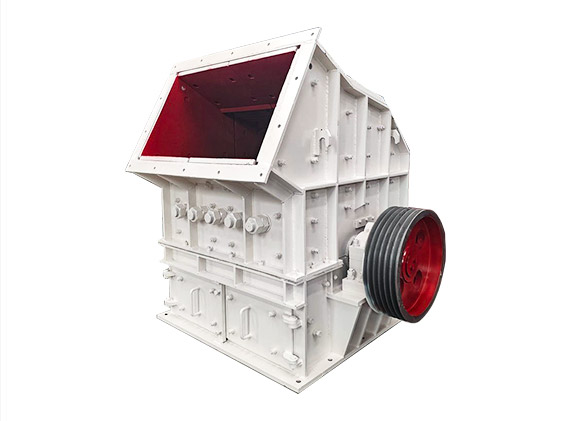 Hammer Crusher
Hammer Crusher Impact Mill Crusher
Impact Mill Crusher Roll Crusher
Roll Crusher Linear Vibrating Screen Machine
Linear Vibrating Screen Machine Swing Screen Machine
Swing Screen Machine Tumbler Screen Machine
Tumbler Screen Machine Circular Vibrating Screen
Circular Vibrating Screen Cylindrical Rotary Vibrating Screen
Cylindrical Rotary Vibrating Screen Sand Making Machine
Sand Making Machine VSI Sand Making Machine
VSI Sand Making Machine Impact Sand Making Machine
Impact Sand Making Machine Sand Washing Machine
Sand Washing Machine Vibrating Feeder
Vibrating Feeder U-Shape Screw Reamer
U-Shape Screw Reamer Belt Conveyor
Belt Conveyor Horizontal Carbonization Furnace
Horizontal Carbonization Furnace Wood Charcoal Carbonization Furnace
Wood Charcoal Carbonization Furnace Waste Carbonization Furnace
Waste Carbonization Furnace Sludge Continuous Carbonization Furnace
Sludge Continuous Carbonization Furnace Biomass Carbonization Furnace
Biomass Carbonization Furnace Coconut Shell Carbonization Furnace
Coconut Shell Carbonization Furnace Continuous Carbonization Furnace
Continuous Carbonization Furnace Biomass Pyrolysis Furnace
Biomass Pyrolysis Furnace Lithium Battery Recycling Pyrolysis Furnace
Lithium Battery Recycling Pyrolysis Furnace Solar PV Panel Recycling Pyrolysis Furnace
Solar PV Panel Recycling Pyrolysis Furnace PCB Recycling Pyrolysis Furnace
PCB Recycling Pyrolysis Furnace Carbonization Paint Removing Furnace
Carbonization Paint Removing Furnace Capacitor Continuity Pyrolysis Furnace
Capacitor Continuity Pyrolysis Furnace Rotary Kiln
Rotary Kiln Waste Incineration Rotary Kiln
Waste Incineration Rotary Kiln Metallurgical Rotary Kiln
Metallurgical Rotary Kiln Cement Lime Rotary Kiln
Cement Lime Rotary Kiln Rotary Drum Dryer Furnace
Rotary Drum Dryer Furnace Drum Drying Dryer Furnace
Drum Drying Dryer Furnace Industrial Dryer Furnace
Industrial Dryer Furnace Lithium Battery Recycling Plant
Lithium Battery Recycling Plant Solar Photovoltaic Panel Recycling Plant
Solar Photovoltaic Panel Recycling Plant PCB Circuit Board Recycling Plant
PCB Circuit Board Recycling Plant E Waste Recycling Plant
E Waste Recycling Plant Blog
Blog Company Blog
Company Blog Knowledge
Knowledge FAQ
FAQ