
With the explosive growth of new energy vehicles and the energy storage industry, demand for lithium batteries continues to climb. However, the accompanying issue of waste lithium battery disposal is becoming increasingly severe. According to incomplete statistics, by 2025, the global volume of waste lithium batteries will exceed one million tonnes. Improper handling of these batteries not only wastes resources but also causes environmental pollution. Consequently, the lithium battery recycling sector is accelerating technological innovation, achieving resource circularity through efficient, environmentally sound processes and equipment. With our advanced integrated solutions and lithium battery recycling machine, we have become an industry benchmark.
Lithium battery recycling machinery is categorised into large, medium, and small processing capacities. Small-scale lithium battery recycling machines typically operate at capacities ranging from 100kg/h to 500kg/h. We offer customised lithium battery recycling solutions tailored to clients’ production requirements. The core objective of lithium battery recycling is to extract valuable metals (such as nickel, cobalt, and lithium) for reprocessing into recycled materials, ensuring safety and harmlessness throughout the recovery process.

Small Lithium Battery Recycling Machine
Mainstream processes comprise three critical stages: pre-treatment, crushing and sorting, and material reprocessing.
Waste lithium batteries must first undergo disassembly, including removal of casings. Particularly for new energy vehicle battery packs, disassembly into modules is required. Modules are then further dismantled into individual lithium battery cells. Pre-treatment steps like discharging and casing removal are essential to eliminate operational risks associated with handling charged batteries. Our ‘Oxygen-Free Crushing System’ demonstrates unique advantages in this context:
Within the entire system, secondary crushing and sorting form the critical stage. Achieves efficient resource recovery through multi-stage physical separation technology:
Specialised Lithium Battery Crusher:
Black Mass separated by the compact lithium battery recycler undergoes pyrometallurgical roasting and hydrometallurgical extraction. Recovered metals are reused in lithium battery production. Plastic separators and magnetic casings undergo pyrolysis to alter their chemical properties. The entire recycling system incorporates gas purification units to treat fluorine-containing gases and dust generated during crushing and pyrolysis. This ensures exhaust emissions meet regulatory standards, achieving full process harmlessness.
Victor Machinery is reshaping the lithium battery recycling industry through ‘technological innovation + environmental stewardship’. Its integrated solutions and equipment overcome resource wastage and pollution challenges, driving the sector’s transition towards intelligent and green practices. Looking ahead, with ongoing technological breakthroughs and deepening policy implementation, lithium battery recycling will truly achieve ‘retirement without waste’. This will lay a solid foundation for the sustainable development of the new energy industry.
The URL for this article is: https://www.victorsmachine.com/faq/small-lithium-battery-recycling-machine/ Please credit the source when reposting. Thank you.
We know how to get energy from waste. Let’s build better future for everyone, together !
Victor Machinery is a manufacturer of machinery and equipment. The main products are: shredder, crusher, carbonization furnace equipment, mining equipment, recycling machinery, etc.
Our ever-evolving offering for mining and construction covers crushing, screening, breaking, demolition, and service solutions – designed to increase productivity and boost your bottom line.
 Double Shaft Shredder Machine
Double Shaft Shredder Machine Single Shaft Shredder Machine
Single Shaft Shredder Machine Four Shaft Shredder Machine
Four Shaft Shredder Machine Tyre Shredder Machine
Tyre Shredder Machine Metal Shredder Machine
Metal Shredder Machine Wood Shredder Machine
Wood Shredder Machine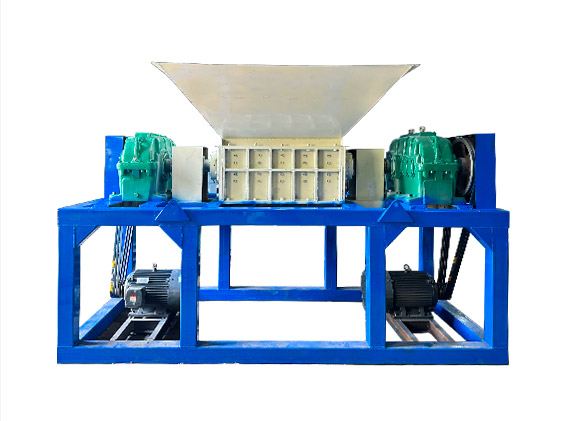 Plastic Shredder Machine
Plastic Shredder Machine UBC Aluminum Can Shredder Machine
UBC Aluminum Can Shredder Machine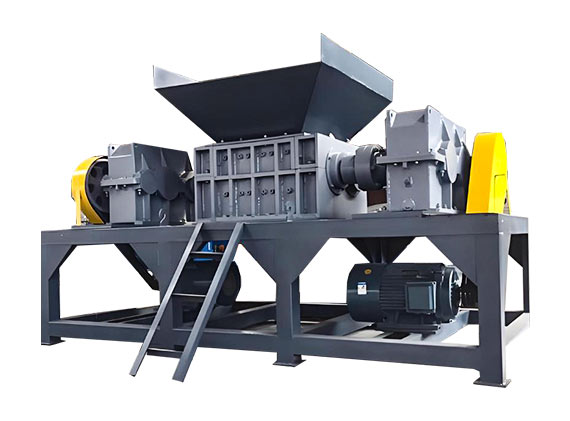 Lithium-ion Battery Shredder Machine
Lithium-ion Battery Shredder Machine Mini Small Jaw Crusher
Mini Small Jaw Crusher Jaw Crusher
Jaw Crusher Cone Crusher
Cone Crusher Impact Crusher
Impact Crusher Hammer Crusher
Hammer Crusher Impact Mill Crusher
Impact Mill Crusher Roll Crusher
Roll Crusher Linear Vibrating Screen Machine
Linear Vibrating Screen Machine Swing Screen Machine
Swing Screen Machine Tumbler Screen Machine
Tumbler Screen Machine Circular Vibrating Screen
Circular Vibrating Screen Cylindrical Rotary Vibrating Screen
Cylindrical Rotary Vibrating Screen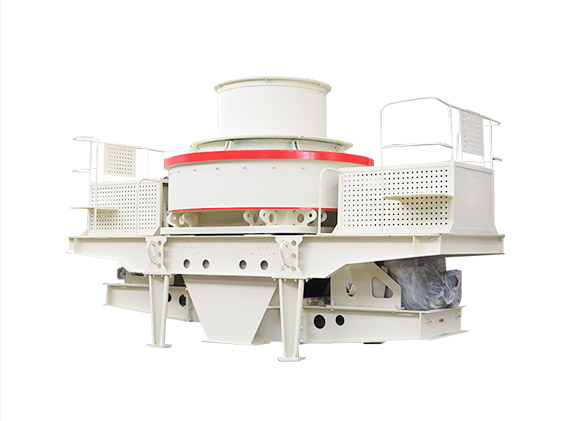 Sand Making Machine
Sand Making Machine VSI Sand Making Machine
VSI Sand Making Machine Impact Sand Making Machine
Impact Sand Making Machine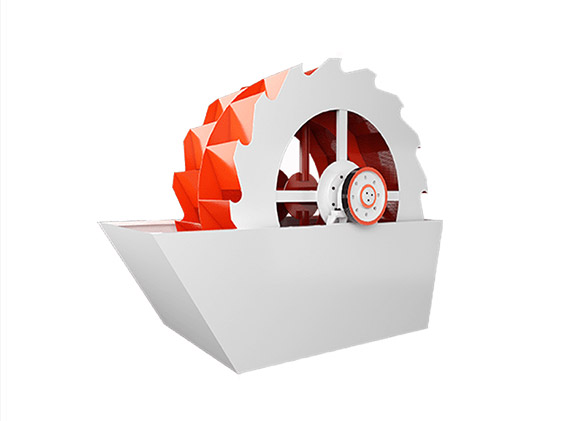 Sand Washing Machine
Sand Washing Machine Vibrating Feeder
Vibrating Feeder U-Shape Screw Reamer
U-Shape Screw Reamer Belt Conveyor
Belt Conveyor Horizontal Carbonization Furnace
Horizontal Carbonization Furnace Wood Charcoal Carbonization Furnace
Wood Charcoal Carbonization Furnace Waste Carbonization Furnace
Waste Carbonization Furnace Sludge Continuous Carbonization Furnace
Sludge Continuous Carbonization Furnace Biomass Carbonization Furnace
Biomass Carbonization Furnace Coconut Shell Carbonization Furnace
Coconut Shell Carbonization Furnace Continuous Carbonization Furnace
Continuous Carbonization Furnace Biomass Pyrolysis Furnace
Biomass Pyrolysis Furnace Lithium Battery Recycling Pyrolysis Furnace
Lithium Battery Recycling Pyrolysis Furnace Solar PV Panel Recycling Pyrolysis Furnace
Solar PV Panel Recycling Pyrolysis Furnace PCB Recycling Pyrolysis Furnace
PCB Recycling Pyrolysis Furnace Carbonization Paint Removing Furnace
Carbonization Paint Removing Furnace Capacitor Continuity Pyrolysis Furnace
Capacitor Continuity Pyrolysis Furnace Rotary Kiln
Rotary Kiln Waste Incineration Rotary Kiln
Waste Incineration Rotary Kiln Metallurgical Rotary Kiln
Metallurgical Rotary Kiln Cement Lime Rotary Kiln
Cement Lime Rotary Kiln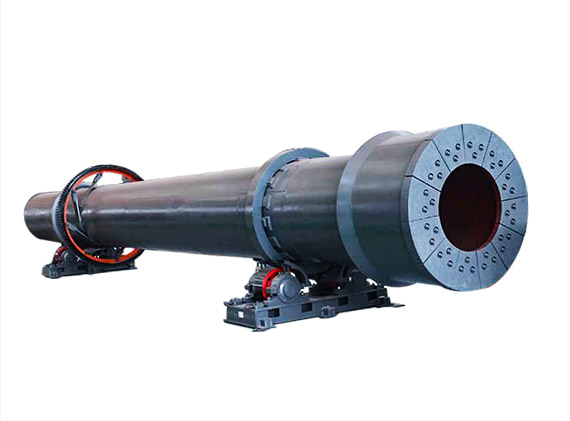 Rotary Drum Dryer Furnace
Rotary Drum Dryer Furnace Drum Drying Dryer Furnace
Drum Drying Dryer Furnace Industrial Dryer Furnace
Industrial Dryer Furnace Lithium Battery Recycling Plant
Lithium Battery Recycling Plant Solar Photovoltaic Panel Recycling Plant
Solar Photovoltaic Panel Recycling Plant PCB Circuit Board Recycling Plant
PCB Circuit Board Recycling Plant E Waste Recycling Plant
E Waste Recycling Plant Blog
Blog Company Blog
Company Blog Knowledge
Knowledge FAQ
FAQ

