
With the explosive growth of the new energy vehicle industry and energy storage sector, demand for lithium batteries continues to soar. The issue of recycling and processing the earliest batches of waste lithium batteries is becoming increasingly critical. Improper disposal of these discarded batteries not only wastes precious metal resources such as lithium, cobalt, and nickel, but also risks environmental pollution through electrolyte leakage and heavy metal leaching. After collection, what steps are required to transform these waste batteries into valuable resources? Today, we explore the complete lithium battery recycling machine and full-process recycling workflow, detailing the green regeneration journey of end-of-life lithium batteries.

Lithium battery recycling machine
Recovered waste lithium batteries retain residual charge. Direct dismantling poses risks of short circuits or combustion. The safest discharge method involves immersing the batteries in brine for 2-3 days. The brine concentration must be maintained between 8% and 15%. The brine penetrates the battery interior, causing a short circuit between the positive and negative electrodes, thereby rapidly discharging the battery. This releases the residual charge, ensuring subsequent safe recycling operations. Additionally, other discharge methods are available on the market, such as needle discharge and resistive discharge.
If the lithium battery has an external casing, the casing must first be dismantled. For automotive battery packs, the casing must be excised first, followed by removal of internal wiring harnesses, busbars, etc. This disassembles the waste battery pack into individual lithium batteries, facilitating subsequent recycling processing. Discharged waste lithium batteries are conveyed via a conveyor to an oxygen-free shredder for coarse crushing. This reduces them to 2-3cm battery fragments, aiding further separation and processing.
The shredded material is conveyed by a screw feeder into a low-temperature drying furnace. The entire drying process is controlled at temperatures between 100-400°C. During this process, residual electrolyte and organic compounds within the batteries are fully volatilised, creating optimal drying conditions for subsequent sorting. The lithium battery recycling machine employs a dry, physical mechanical method. The drier the material, the more effective subsequent sorting becomes.
A hammer crusher employs high-speed impact to thoroughly disintegrate the material, preventing agglomeration. The crushed material is then conveyed into a fully sealed drum screen. Screening through a 120-mesh sieve yields approximately 60% Black Mass after the initial sorting stage.
The remaining mixed material undergoes air separation to extract lighter plastic separators. Multiple air separation units ensure pure plastic separator recovery. Residual mixtures are processed through a powerful magnetic separator to remove ferrous elements such as magnetic casings and iron shells.
The material is further processed using a blade crusher to reduce metallic components to less than 2mm. Subsequent screening occurs via a secondary drum screen, featuring a 12-mesh bottom screen. This stage achieves a black powder recovery rate exceeding 96%.
Remaining battery fragments undergo grinding in high-speed mills to produce uniform powder. A high-precision rotary vibrating screen performs final sorting, achieving 99% black powder recovery. This enhances metal resource extraction efficiency.
The copper-aluminium mixture then passes through an air-flow density separator. Leveraging material density differences and airflow direction, this effectively separates copper and aluminium particles. The denser copper settles and moves towards the upper end, while the less dense aluminium remains suspended and flows towards the lower end. This achieves highly efficient copper-aluminium separation.
Following all these steps, the Black Mass, plastic separators, iron, copper, and aluminium from waste lithium batteries can be efficiently separated and recovered. These recycled materials can directly enter downstream markets for use in producing new battery materials or other industrial products. This truly achieves a green cycle of resources-products-recycling. These reclaimed materials can directly enter downstream markets for use in manufacturing new battery components or other industrial products, thereby establishing a genuine green cycle of resource-product-regeneration.
Lithium battery recycling not only substantially reduces environmental burdens but has become a pivotal component in sustainable resource utilisation. It holds immense economic value and social benefits. Should you be interested in our lithium battery recycling equipment, please do not hesitate to contact us.
The URL for this article is: https://www.victorsmachine.com/faq/how-are-lithium-batteries-recyclable/ Please credit the source when reposting. Thank you.
We know how to get energy from waste. Let’s build better future for everyone, together !
Victor Machinery is a manufacturer of machinery and equipment. The main products are: shredder, crusher, carbonization furnace equipment, mining equipment, recycling machinery, etc.
Our ever-evolving offering for mining and construction covers crushing, screening, breaking, demolition, and service solutions – designed to increase productivity and boost your bottom line.
 Double Shaft Shredder Machine
Double Shaft Shredder Machine Single Shaft Shredder Machine
Single Shaft Shredder Machine Four Shaft Shredder Machine
Four Shaft Shredder Machine Tyre Shredder Machine
Tyre Shredder Machine Metal Shredder Machine
Metal Shredder Machine Wood Shredder Machine
Wood Shredder Machine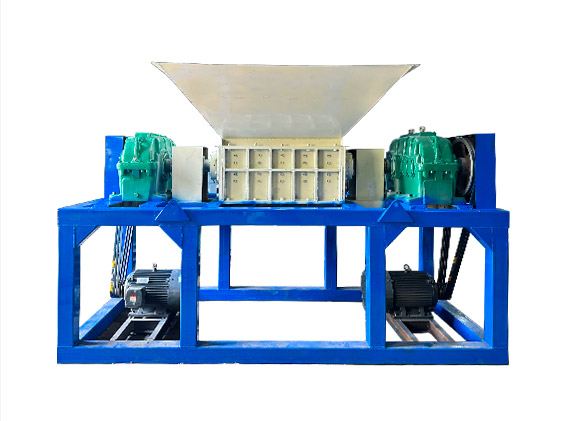 Plastic Shredder Machine
Plastic Shredder Machine UBC Aluminum Can Shredder Machine
UBC Aluminum Can Shredder Machine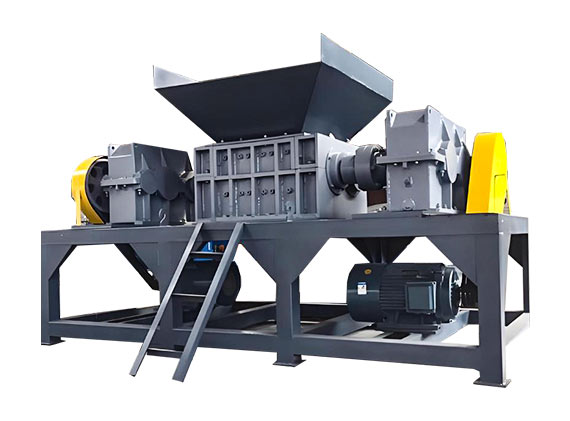 Lithium-ion Battery Shredder Machine
Lithium-ion Battery Shredder Machine Mini Small Jaw Crusher
Mini Small Jaw Crusher Jaw Crusher
Jaw Crusher Cone Crusher
Cone Crusher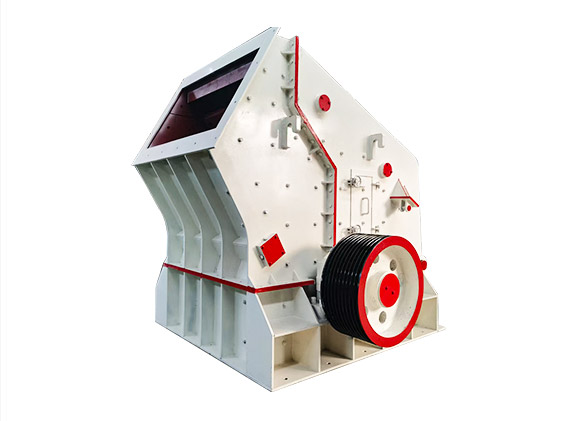 Impact Crusher
Impact Crusher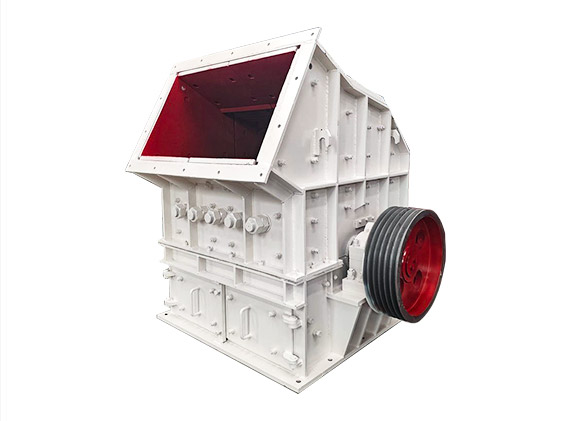 Hammer Crusher
Hammer Crusher Impact Mill Crusher
Impact Mill Crusher Roll Crusher
Roll Crusher Linear Vibrating Screen Machine
Linear Vibrating Screen Machine Swing Screen Machine
Swing Screen Machine Tumbler Screen Machine
Tumbler Screen Machine Circular Vibrating Screen
Circular Vibrating Screen Cylindrical Rotary Vibrating Screen
Cylindrical Rotary Vibrating Screen Sand Making Machine
Sand Making Machine VSI Sand Making Machine
VSI Sand Making Machine Impact Sand Making Machine
Impact Sand Making Machine Sand Washing Machine
Sand Washing Machine Vibrating Feeder
Vibrating Feeder U-Shape Screw Reamer
U-Shape Screw Reamer Belt Conveyor
Belt Conveyor Horizontal Carbonization Furnace
Horizontal Carbonization Furnace Wood Charcoal Carbonization Furnace
Wood Charcoal Carbonization Furnace Waste Carbonization Furnace
Waste Carbonization Furnace Sludge Continuous Carbonization Furnace
Sludge Continuous Carbonization Furnace Biomass Carbonization Furnace
Biomass Carbonization Furnace Coconut Shell Carbonization Furnace
Coconut Shell Carbonization Furnace Continuous Carbonization Furnace
Continuous Carbonization Furnace Biomass Pyrolysis Furnace
Biomass Pyrolysis Furnace Lithium Battery Recycling Pyrolysis Furnace
Lithium Battery Recycling Pyrolysis Furnace Solar PV Panel Recycling Pyrolysis Furnace
Solar PV Panel Recycling Pyrolysis Furnace PCB Recycling Pyrolysis Furnace
PCB Recycling Pyrolysis Furnace Carbonization Paint Removing Furnace
Carbonization Paint Removing Furnace Capacitor Continuity Pyrolysis Furnace
Capacitor Continuity Pyrolysis Furnace Rotary Kiln
Rotary Kiln Waste Incineration Rotary Kiln
Waste Incineration Rotary Kiln Metallurgical Rotary Kiln
Metallurgical Rotary Kiln Cement Lime Rotary Kiln
Cement Lime Rotary Kiln Rotary Drum Dryer Furnace
Rotary Drum Dryer Furnace Drum Drying Dryer Furnace
Drum Drying Dryer Furnace Industrial Dryer Furnace
Industrial Dryer Furnace Lithium Battery Recycling Plant
Lithium Battery Recycling Plant Solar Photovoltaic Panel Recycling Plant
Solar Photovoltaic Panel Recycling Plant PCB Circuit Board Recycling Plant
PCB Circuit Board Recycling Plant E Waste Recycling Plant
E Waste Recycling Plant Blog
Blog Company Blog
Company Blog Knowledge
Knowledge FAQ
FAQ

