
With the penetration rate of new energy vehicles exceeding 50%, the volume of end-of-life power batteries is surging at a rate of over 200,000 tonnes annually. Faced with the impending ‘wave of end-of-life batteries’, how to process waste lithium-ion batteries safely, efficiently, and in an environmentally friendly manner has clearly become a critical issue for the sustainable development of the new energy industry. We have independently developed a lithium-ion battery recycling machine to tackle this ‘wave of end-of-life batteries’ through technological innovation.

Lithium Battery Recycling Production Line
The lithium-ion battery recycling production line is designed around five core modules. It achieves full-process automation, from uniform feeding to resource purification. Key stages include: low-oxygen shredding equipment, multi-stage intelligent crushing, drying and pyrolysis equipment, precision screening, and environmental protection and auxiliary equipment. Combined with an intelligent control system, this configuration enables fully automated and environmentally friendly processing of waste lithium-ion batteries from feed-in to resource purification and recovery. The process ultimately recovers valuable metals such as black mass, copper, aluminium and iron casings.
This constitutes the initial stage of the production line. Its core function is to ensure safe, automated and uniform feeding. The entire system comprises a feeding platform, a nitrogen protection system, module shredding equipment and a negative-pressure exhaust system. Metal detectors can be selected as an option to meet specific customer requirements. The conveyor utilises PLC-controlled precision to regulate feed rates, thereby ensuring continuous and uniform feeding. The shredding chamber features multiple sealed compartments and is equipped with a nitrogen protection system that injects 99.99% high-purity nitrogen to create a slightly positive-pressure inert environment. This prevents combustion or explosion during the shredding process. The negative pressure extraction system operates in conjunction with downstream environmental treatment equipment to promptly remove volatile electrolytes and vapours generated during shredding, maintaining a sealed environment throughout the process. The optional metal detector identifies any hard metal contaminants in the material, preventing damage to the cutting blades.

Low-Oxygen Shredding Equipment
This stage constitutes the core process of the lithium-ion battery recycling machine. It combines multi-stage crushing with deep grinding to progressively dismantle and separate the lithium-ion battery materials, laying the foundation for subsequent purification. The core equipment of this system includes: module crushers, blade-type pulverisers, and multi-stage composite turbine mills. The module crusher can directly crush battery modules and is equipped with a hydraulic feed mechanism to prevent material slippage. It can crush batteries into small pieces with a particle size of 2–3 cm. The hammer mill uses high-speed rotating hammers to impact the material, achieving preliminary separation of the positive and negative electrodes and the plastic separator. The worm-gear grinder employs multiple rows of grinding discs for deep grinding, thoroughly separating the active materials (Black Mass) from the metal foils. It is also equipped with a water-cooling system and a nitrogen protection system to prevent oxidation of the battery materials.

Multi-stage Intelligent Crushing
The core function of this stage is to remove the electrolyte from the battery materials. It thoroughly purifies the mixed material following crushing, enabling the volatilisation and recovery of the electrolyte, as well as the treatment of exhaust gases to meet emission standards. The entire system comprises: low-temperature drying, oxygen-deprived pyrolysis, rapid cooling units, and pyrolysis gas purification equipment. After crushing, the material is first subjected to low-temperature drying to evaporate the moisture within. It is then processed in a high-temperature pyrolysis furnace, with the temperature precisely controlled between 200–380°C. The electrolyte is heated and decomposed in an oxygen-deprived environment to remove organic impurities, whilst preventing combustion of the material. Following thorough pyrolysis, the material is rapidly cooled using a cooling unit. The gases generated during the pyrolysis process across the entire lithium-ion battery recycling production line undergo a treatment process comprising a ‘water spray tower, combustion purification unit, and activated carbon adsorption combined with catalytic combustion’. This reduces the small amount of harmful gases produced during pyrolysis, ensuring that exhaust emissions meet regulatory standards.

Drying and Pyrolysis Equipment
Screening is a critical step in achieving high-purity resource recovery. It employs a combination of various sorting equipment to achieve precise screening of multiple different materials. The system comprises: gravity separation, strong and weak magnetic separation, air classification, and vibrating screening. Screen mesh sizes can be configured according to the specific raw materials, with options ranging from 30 to 120 mesh. The strong magnetic separator features a magnetic field strength of up to 5,400 Gauss, effectively removing iron casings and magnetic materials from the feedstock. Gravity separation utilises the density differences between materials to separate copper and aluminium.

Precision Screening
The entire lithium-ion battery recycling production line operates in an environmentally friendly manner throughout the process, ensuring long-term and stable equipment performance. The complete system comprises: a pulse dust collector, a cyclone separator, an air purification unit, a hydraulic system, a lubrication system, and a cooling system. The pulse dust collector employs a combined process of four-stage cyclone separation and bag filtration. It efficiently collects dust generated at every stage of the process. Dust emission concentration is <10 mg/m³; the air purification unit utilises a process combining a cyclone spray tower and catalytic combustion equipment to treat harmful components in the exhaust gas, ensuring compliance with environmental emission standards. The lubrication system automatically applies lubricating oil to the moving parts of the equipment at scheduled intervals, effectively extending the service life of the equipment.
Serving as the intelligent hub of the entire production line, this system ensures the coordinated and synchronised operation of all equipment throughout the process. It simultaneously guarantees operational safety and provides fault warnings. The core components of the system include a PLC control cabinet, a touchscreen, a sensor network and a safety protection system. The PLC control cabinet utilises Siemens PLCs, which offer fast response times and high operational stability, enabling precise control of the coordinated operation of all equipment.
The future development of lithium-ion battery recycling machinery will move towards intelligent, standardised and fully automated systems. With the volume of end-of-life batteries continuing to grow, standardised, turnkey lithium-ion battery recycling production lines capable of accommodating varying production capacities will become the market mainstream. This will drive the entire lithium-ion battery recycling industry towards standardisation and environmental sustainability.
The URL for this article is: https://www.victorsmachine.com/faq/lithium-battery-recycling-production-line/ Please credit the source when reposting. Thank you.
We know how to get energy from waste. Let’s build better future for everyone, together !
Victor Machinery is a manufacturer of machinery and equipment. The main products are: shredder, crusher, carbonization furnace equipment, mining equipment, recycling machinery, etc.
Our ever-evolving offering for mining and construction covers crushing, screening, breaking, demolition, and service solutions – designed to increase productivity and boost your bottom line.
 Double Shaft Shredder Machine
Double Shaft Shredder Machine Single Shaft Shredder Machine
Single Shaft Shredder Machine Four Shaft Shredder Machine
Four Shaft Shredder Machine Tyre Shredder Machine
Tyre Shredder Machine Metal Shredder Machine
Metal Shredder Machine Wood Shredder Machine
Wood Shredder Machine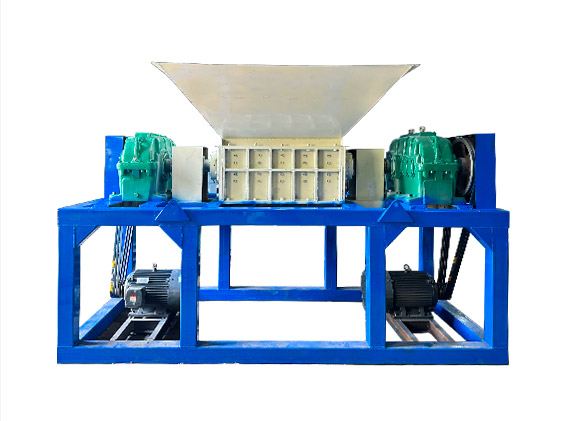 Plastic Shredder Machine
Plastic Shredder Machine UBC Aluminum Can Shredder Machine
UBC Aluminum Can Shredder Machine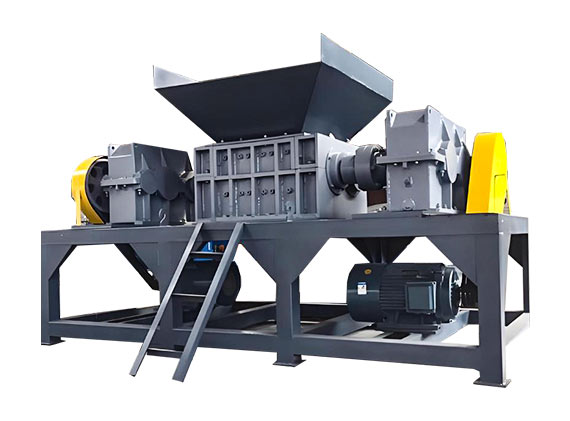 Lithium-ion Battery Shredder Machine
Lithium-ion Battery Shredder Machine Mini Small Jaw Crusher
Mini Small Jaw Crusher Jaw Crusher
Jaw Crusher Cone Crusher
Cone Crusher Impact Crusher
Impact Crusher Hammer Crusher
Hammer Crusher Impact Mill Crusher
Impact Mill Crusher Roll Crusher
Roll Crusher Linear Vibrating Screen Machine
Linear Vibrating Screen Machine Swing Screen Machine
Swing Screen Machine Tumbler Screen Machine
Tumbler Screen Machine Circular Vibrating Screen
Circular Vibrating Screen Cylindrical Rotary Vibrating Screen
Cylindrical Rotary Vibrating Screen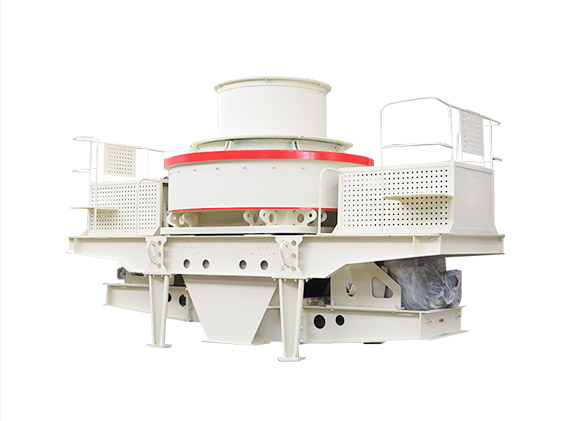 Sand Making Machine
Sand Making Machine VSI Sand Making Machine
VSI Sand Making Machine Impact Sand Making Machine
Impact Sand Making Machine Sand Washing Machine
Sand Washing Machine Vibrating Feeder
Vibrating Feeder U-Shape Screw Reamer
U-Shape Screw Reamer Belt Conveyor
Belt Conveyor Horizontal Carbonization Furnace
Horizontal Carbonization Furnace Wood Charcoal Carbonization Furnace
Wood Charcoal Carbonization Furnace Waste Carbonization Furnace
Waste Carbonization Furnace Sludge Continuous Carbonization Furnace
Sludge Continuous Carbonization Furnace Biomass Carbonization Furnace
Biomass Carbonization Furnace Coconut Shell Carbonization Furnace
Coconut Shell Carbonization Furnace Continuous Carbonization Furnace
Continuous Carbonization Furnace Biomass Pyrolysis Furnace
Biomass Pyrolysis Furnace Lithium Battery Recycling Pyrolysis Furnace
Lithium Battery Recycling Pyrolysis Furnace Solar PV Panel Recycling Pyrolysis Furnace
Solar PV Panel Recycling Pyrolysis Furnace PCB Recycling Pyrolysis Furnace
PCB Recycling Pyrolysis Furnace Carbonization Paint Removing Furnace
Carbonization Paint Removing Furnace Capacitor Continuity Pyrolysis Furnace
Capacitor Continuity Pyrolysis Furnace Rotary Kiln
Rotary Kiln Waste Incineration Rotary Kiln
Waste Incineration Rotary Kiln Metallurgical Rotary Kiln
Metallurgical Rotary Kiln Cement Lime Rotary Kiln
Cement Lime Rotary Kiln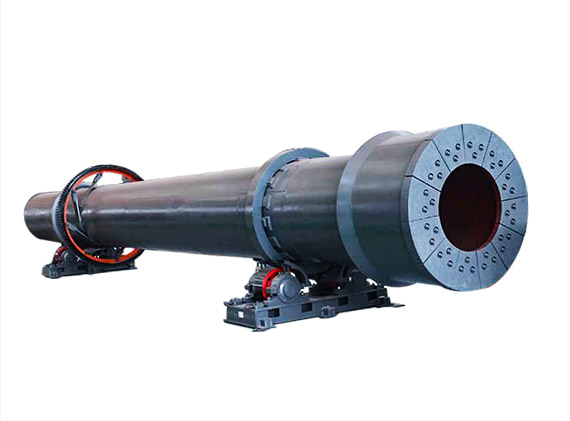 Rotary Drum Dryer Furnace
Rotary Drum Dryer Furnace Drum Drying Dryer Furnace
Drum Drying Dryer Furnace Industrial Dryer Furnace
Industrial Dryer Furnace Lithium Battery Recycling Plant
Lithium Battery Recycling Plant Solar Photovoltaic Panel Recycling Plant
Solar Photovoltaic Panel Recycling Plant PCB Circuit Board Recycling Plant
PCB Circuit Board Recycling Plant E Waste Recycling Plant
E Waste Recycling Plant Blog
Blog Company Blog
Company Blog Knowledge
Knowledge FAQ
FAQ

