
Against the backdrop of accelerating global energy transition and the rapid development of the new energy industry, lithium batteries serve as the core power source across these sectors. They have found widespread application in electric vehicles, mobile phones, laptops, electronic technology products, energy storage systems, and numerous other industrial domains. With the dramatic surge in demand and usage of lithium batteries, the issue of recycling and processing end-of-life units has become increasingly prominent. The recovery and treatment of spent lithium batteries have emerged as a critical link in resource utilisation. Driven by both the dual carbon goals and the upgrading of the new energy industry, the recycling of spent lithium batteries has emerged as a core track within the circular economy. Lithium battery recycling machine, leveraging its efficient and environmentally sound technological advantages, has ushered in revolutionary breakthroughs in this field. Characterised by green efficiency and intelligent precision, lithium battery recycling production lines have become industry-recognised solutions distinguished by both high brand credibility and technological maturity. They provide enterprises with one-stop services spanning battery recycling and resource regeneration.
Lithium battery cells typically comprise stainless steel casings, cathode plates, anode plates, plastic separators, and electrolyte solutions. Excluding plastic separators and electrolytes, metal components account for nearly 80% of recyclable materials. Current mainstream lithium battery types include LFP, NMC, and LCO. Among these, LCO batteries hold the highest recycling value, followed by NMC. Although LFP batteries hold a significant market share, their recycling value is relatively low. Cobalt (Co) and nickel (Ni) possess higher recycling value in spent ternary lithium batteries. As magnetic metals, Co and Ni recovered from spent ternary batteries can be utilised in synthesising magnetic materials. Lithium (Li) exhibits the highest recycling value in spent lithium iron phosphate batteries, owing to the free intercalation and deintercalation of Li+ ions within the unit cell. Its iron-based compounds currently represent the most stable cathode materials for batteries. Battery materials also contain copper and aluminium. Copper accounts for approximately 13%, while aluminium constitutes around 11%. Recovered copper and aluminium can be directly reused in industrial production or smelting processes.

Recyclable Components in Lithium Batteries
The lithium battery recycling processing system is not merely an assembly of individual devices. Rather, it constitutes a comprehensive, logically structured sequence employing ‘physical methods + pyrolysis + sorting techniques’.

Core Equipment for Lithium Battery Recycling Machines
Amidst the new energy industry’s drive towards high-quality development, lithium battery recycling machinery is spearheading the sector’s advancement towards ‘zero pollution and high-value recovery’ through continuous technological iteration. This recycling technology provides the practical foundation for comprehensive resource regeneration.
The URL for this article is: https://www.victorsmachine.com/faq/how-much-of-a-lithium-battery-is-recyclable/ Please credit the source when reposting. Thank you.
We know how to get energy from waste. Let’s build better future for everyone, together !
Victor Machinery is a manufacturer of machinery and equipment. The main products are: shredder, crusher, carbonization furnace equipment, mining equipment, recycling machinery, etc.
Our ever-evolving offering for mining and construction covers crushing, screening, breaking, demolition, and service solutions – designed to increase productivity and boost your bottom line.
 Double Shaft Shredder Machine
Double Shaft Shredder Machine Single Shaft Shredder Machine
Single Shaft Shredder Machine Four Shaft Shredder Machine
Four Shaft Shredder Machine Tyre Shredder Machine
Tyre Shredder Machine Metal Shredder Machine
Metal Shredder Machine Wood Shredder Machine
Wood Shredder Machine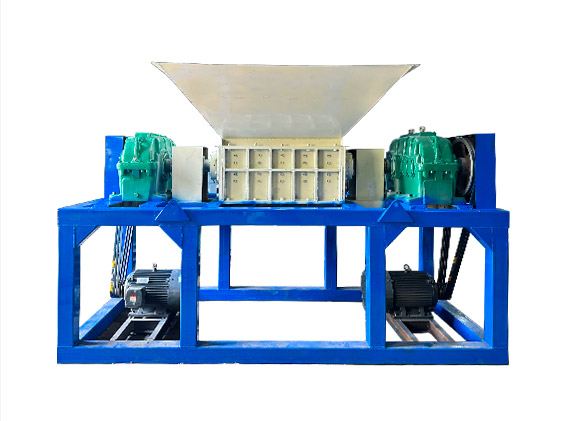 Plastic Shredder Machine
Plastic Shredder Machine UBC Aluminum Can Shredder Machine
UBC Aluminum Can Shredder Machine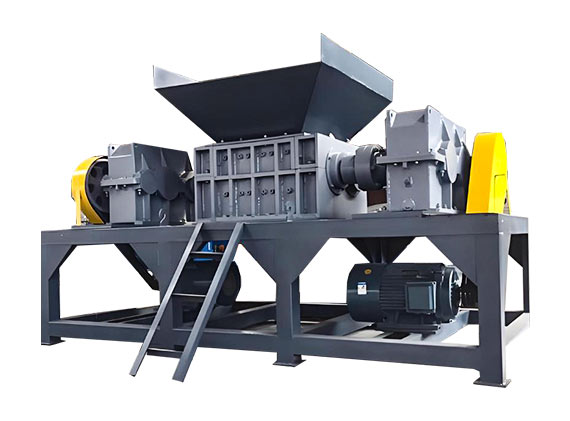 Lithium-ion Battery Shredder Machine
Lithium-ion Battery Shredder Machine Mini Small Jaw Crusher
Mini Small Jaw Crusher Jaw Crusher
Jaw Crusher Cone Crusher
Cone Crusher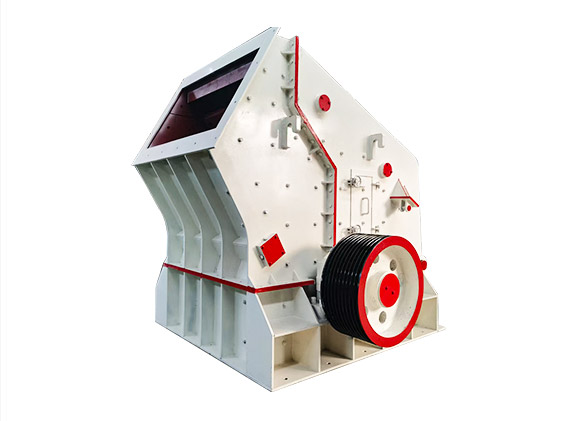 Impact Crusher
Impact Crusher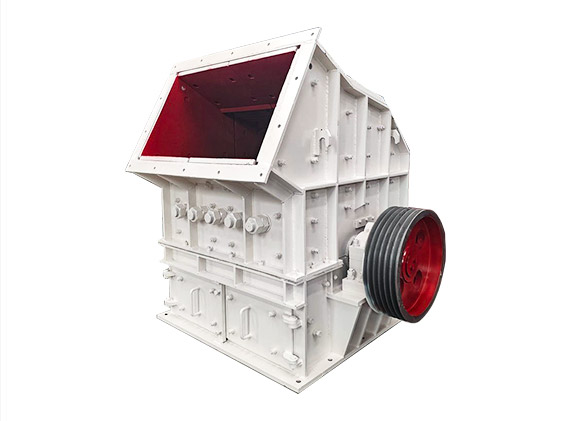 Hammer Crusher
Hammer Crusher Impact Mill Crusher
Impact Mill Crusher Roll Crusher
Roll Crusher Linear Vibrating Screen Machine
Linear Vibrating Screen Machine Swing Screen Machine
Swing Screen Machine Tumbler Screen Machine
Tumbler Screen Machine Circular Vibrating Screen
Circular Vibrating Screen Cylindrical Rotary Vibrating Screen
Cylindrical Rotary Vibrating Screen Sand Making Machine
Sand Making Machine VSI Sand Making Machine
VSI Sand Making Machine Impact Sand Making Machine
Impact Sand Making Machine Sand Washing Machine
Sand Washing Machine Vibrating Feeder
Vibrating Feeder U-Shape Screw Reamer
U-Shape Screw Reamer Belt Conveyor
Belt Conveyor Horizontal Carbonization Furnace
Horizontal Carbonization Furnace Wood Charcoal Carbonization Furnace
Wood Charcoal Carbonization Furnace Waste Carbonization Furnace
Waste Carbonization Furnace Sludge Continuous Carbonization Furnace
Sludge Continuous Carbonization Furnace Biomass Carbonization Furnace
Biomass Carbonization Furnace Coconut Shell Carbonization Furnace
Coconut Shell Carbonization Furnace Continuous Carbonization Furnace
Continuous Carbonization Furnace Biomass Pyrolysis Furnace
Biomass Pyrolysis Furnace Lithium Battery Recycling Pyrolysis Furnace
Lithium Battery Recycling Pyrolysis Furnace Solar PV Panel Recycling Pyrolysis Furnace
Solar PV Panel Recycling Pyrolysis Furnace PCB Recycling Pyrolysis Furnace
PCB Recycling Pyrolysis Furnace Carbonization Paint Removing Furnace
Carbonization Paint Removing Furnace Capacitor Continuity Pyrolysis Furnace
Capacitor Continuity Pyrolysis Furnace Rotary Kiln
Rotary Kiln Waste Incineration Rotary Kiln
Waste Incineration Rotary Kiln Metallurgical Rotary Kiln
Metallurgical Rotary Kiln Cement Lime Rotary Kiln
Cement Lime Rotary Kiln Rotary Drum Dryer Furnace
Rotary Drum Dryer Furnace Drum Drying Dryer Furnace
Drum Drying Dryer Furnace Industrial Dryer Furnace
Industrial Dryer Furnace Lithium Battery Recycling Plant
Lithium Battery Recycling Plant Solar Photovoltaic Panel Recycling Plant
Solar Photovoltaic Panel Recycling Plant PCB Circuit Board Recycling Plant
PCB Circuit Board Recycling Plant E Waste Recycling Plant
E Waste Recycling Plant Blog
Blog Company Blog
Company Blog Knowledge
Knowledge FAQ
FAQ

